El
torno es una máquina para fabricar piezas de forma geométrica de revolución o
dicho de otra manera redonda. Se utiliza desde la antigüedad para la
alfarería.
Más tarde empezó a utilizarse en carpintería
para hacer piezas torneadas. Con el tiempo se ha llegado a convertir en una
máquina importantísima en el proceso industrial de la actualidad. Los tornos operan haciendo girar la pieza a
mecanizar (sujeta en el cabezal o fijada entre los puntos de centrado) mientras
una o varias herramientas de corte son empujadas en un movimiento regulado de
avance contra la superficie de la pieza, removiendo viruta de acuerdo con las
condiciones tecnológicas de mecanizado adecuadas. La herramienta de corte va montada sobre un
carro que se desplaza sobre unas guías o rieles paralelos al eje de giro de la pieza que se tornea, llamado eje Z; sobre
este carro hay otro que se mueve según el eje X, en dirección radial a la pieza
que se tornea, y puede haber un tercer carro llamado charriot que se puede inclinar,
para hacer conos, y donde se apoya la torre portaherramientas. Cuando el carro
principal desplaza la herramienta a lo largo del eje de rotación, produce el
cilindrado de la pieza, y cuando el carro transversal se desplaza de forma
perpendicular al eje de simetría de la pieza se realiza la operación denominada frenteado. Los tornos copiadores, automáticos y de control
numérico llevan sistemas que permiten trabajar a los dos carros de forma
simultánea, consiguiendo cilindrados cónicos y esféricos.
Tipos de tornos
Torno copiador
El principio de funcionamiento es que un
palpador muy sensible que va siguiendo el contorno de la pieza patrón al
avanzar el carro principal y transmite su movimiento por un mecanismo
hidráulico o magnético a un carro que lleva un movimiento independiente del
husillo transversal. Lo más corriente es que el sistema copiador no esté unido
fijamente al torno sino que constituya un aparato aparte que se puede poner o
no poner en el torno. Igualmente hay en el mercado copiadores que se pueden
adaptar a casi cualquier torno de precisión para convertirlo en torno copiador.
Torno revólver
La característica principal del torno revólver,
es que lleva un carro con una torreta giratoria de forma hexagonal que ataca
frontalmente a la pieza que se quiere mecanizar, donde se insertan las
diferentes herramientas que conforman el mecanizado de la pieza. Cada una de
estas herramientas está controlada con un tope de final de carrera. También
dispone de un carro transversal, donde se colocan las herramientas de segar,
perfilar, ranurar, etc. El torno revólver es más rápido y preciso que un
torno paralelo y especialmente adecuado para el trabajo en serie.
Torno automático
Se llama torno automático a un tipo de torno
donde está automatizado todo su proceso de trabajo, incluso la alimentación de
la pieza que se puede ir obteniendo de una barra larga que se inserta por un
agujero que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico.
La alimentación de la barra necesaria para cada pieza se hace de forma
automática.
Torno vertical
El torno vertical es una variedad de torno
diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de
garras u otros operadores, y que por sus dimensiones o peso harían difícil su
fijación en un torno horizontal. Los tornos verticales tienen el eje dispuesto
verticalmente y el plato giratorio sobre un plano horizontal, lo que facilita
el montaje de las piezas voluminosas y pesadas. Es pues el tamaño lo que
identifica a estas máquinas, permitiendo el mecanizado integral de piezas de
gran tamaño. Actualmente la mayoría de tornos verticales que
se construyen van guiados por control numérico por computadora (CNC) y actúan
siguiendo las instrucciones de mecanizado contenidas en un software previamente
realizado por un programador conocedor de la tecnología del torneado.
Torno control numérico(CNC)
El torno de control numérico, también conocidos
como torno CNC actúa guiado por una computadora que ejecuta programas
controlados por medio de datos alfa-numéricos, teniendo en cuenta los ejes
cartesianos X,Y,Z. Se caracteriza por ser una máquina herramienta
muy eficaz para mecanizar piezas de revolución. Ofrece una gran capacidad de
producción y precisión en el mecanizado por su estructura funcional y porque
los valores tecnológicos del mecanizado están guiados por el ordenador que
lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un
software que previamente ha confeccionado un programador conocedor de la
tecnología de mecanizado en torno.
Torno paralelo
El torno paralelo es una máquina que trabaja en
el plano, porque solo tiene dos ejes de trabajo, ( Z y X) el carro que desplaza
las herramientas a lo de la pieza y produce torneados cilíndricos, y el carro
transversal que se desplaza de forma perpendicular al eje de simetría de la
pieza, con este carro se realiza la operación denominada refrentado. Lleva
montado un tercer carro, de accionamiento manual y giratorio, llamado Charriot,
montado sobre el carro transversal, con el Charriot, inclinado a los grados
necesarios es posible mecanizar conos. Lo característico de este tipo de torno es que
se pueden realizar en el mismo todo tipo de tareas propias del torneado, como
taladrado, cilindrado, mandrilado, frenteado, roscado, conos, ranurado,
escariado, moleteado, etc.; mediante diferentes tipos de herramientas y útiles
que de formas intercambiables y con formas variadas se le pueden ir acoplando.
Algunas piezas
que se pueden fabricar:
Andas buscando trabajo???
aquí encontraras las ligas de todas las paginas y localizadores en Guadalajara y todo México
Unafresadoraes unamáquina herramientautilizada para realizarmecanizadospor arranque devirutamediante el movimiento de una herramienta rotativa de varios filos de corte denominadafresa.Mediante el fresado es posible mecanizar los más diversos materiales comomadera,acero, fundición dehierro,metalesno férricos y materiales sintéticos, superficies planas o curvas, de entalladura, de ranuras, de dentado, etc. Además las piezas fresadas pueden ser desbastadas o afinadas.En las fresadoras tradicionales, la pieza se desplaza acercando las zonas a mecanizar a la herramienta, permitiendo obtener formas diversas, desde superficies planas a otras más complejas.
Inventadas a principios delsiglo XIX, las fresadoras se han convertido en máquinas básicas en elsectordelmecanizado. Gracias a la incorporación del control numérico, son las máquinas herramientas más polivalentes por la variedad de mecanizados que pueden realizar y laflexibilidadque permiten en elproceso de fabricación. La diversidad de procesos mecánicos y el aumento de lacompetitividadglobalhan dado lugar a una amplia variedad de fresadoras que, aunque tienen una base común, se diferencian notablemente según elsector industrialen el que se utilicen.Asimismo, los progresos técnicos dediseñoycalidadque se han realizado en las herramientas de fresar, han hecho posible el empleo de parámetros de corte muy altos, lo que conlleva una reducción drástica de los tiempos de mecanizado.
Debido a la variedad de mecanizados que se pueden realizar en las fresadoras actuales, al amplio número de máquinas diferentes entre sí, tanto en supotenciacomo en sus características técnicas, a la diversidad de accesorios utilizados y a la necesidad de cumplirespecificacionesde calidad rigurosas, la utilización de fresadoras requiere de personalcualificado profesionalmente, ya sea programador, preparador o fresador.
Fresado en concordancia,o hacia abajo
.
Fresado en oposición,o hacia arriba
Normas de seguridad en el trabajo con fresadoras
Al manipular una fresadora, hay que observar una serie de requisitos para que lascondiciones de trabajomantengan unos niveles adecuados deseguridad y salud. Los riesgos más frecuentes con este tipo de máquinas son contactosaccidentalescon la herramienta o con la pieza en movimiento, atrapamientos por los órganos de movimiento de la máquina, proyecciones de la pieza, de la herramienta o de las virutas,dermatitispor contacto con los líquidos refrigerantes y cortes al manipular herramientas o virutas.
Para los riesgos de contacto y atrapamiento deben tomarse medidas como el uso de pantallas protectoras, evitar utilizar ropas holgadas, especialmente en lo que se refiere amangasanchas,corbatas, pañuelos o bufandas y, si se trabaja con el pelo largo, llevarlo recogido.
Para los riesgos de proyección de parte o la totalidad de la pieza o de la herramienta, generalmente por su ruptura, deben utilizarse pantallas protectoras y cerrar las puertas antes de la operación.
Para los riesgos de dermatitis y cortes por la manipulación de elementos, deben utilizarse guantes de seguridad. Además, los líquidos de corte deben utilizarse únicamente cuando sean necesarios.
Además, la propia máquina debe disponer de elementos de seguridad, como enclavamientos que eviten la puesta en marcha involuntaria; botones de parada de emergencia de tipo seta estando el resto de pulsadores encastrados y situados fuera de la zona de peligro. Es recomendable que los riesgos sean eliminados tan cerca de su lugar de generación y tan pronto como sea posible, disponiendo de un sistema de aspiración en la zona de corte, pantallas de seguridad y una buena iluminación. Estas máquinas deben estar en un lugar nivelado y limpio para evitar caídas. En las máquinas en las que, una vez tomadas las medidas de protección posibles, persista un riesgo residual, éste debe estar adecuadamente señalizado mediante unaseñalización normalizada
CLASIFICACIÓN DE FRESADORAS
• FRESADORA HORIZONTAL CORRIENTE.
Esencialmente, constan de una bancada vertical llamada cuerpo de la fresadora, a lo largo de una de cuyas caras se desliza una escuadra llamada ménsula o consola, sobre la cual, a su vez, se mueve un carro portamesa que se ha de fresar. En la parte superior de la bancada están alojados los cojinetes en los que gira el árbol o eje principal, que a su vez puede ir prolongado por un eje portafresas. Estas fresadoras se llaman universales cuando la mesa de trabajo puede girar alrededor de un eje vertical y puede recibir movimiento automático en sentido vertical, longitudinal y transversal, o al menos en sentido longitudinal.
• FRESADORA UNIVERSAL.
La máquina fresadora universal se caracteriza por la multitud de aplicaciones que tiene. Su principal nota característica la constituye su mesa inclinable que puede bascular tanto hacia la izquierda como hacia la derecha en 45°. Esta disposición sirve con ayuda del cabezal divisor para fresar ranuras espirales. Los tres movimientos de la mesa en sentido vertical, longitudinal y transversal se pueden efectuar a mano y automáticamente en ambos sentidos. Topes regulables limitan automáticamente la marcha en el punto deseado. En las manivelas que sirven para mover la mesa hay discos graduados que permiten ajustes finos.
Estas máquinas encuentran aplicación en mecánica fina, en construcción de herramientas y de moldes, en la fabricación de piezas sueltas y de pequeñas series. En estas aplicaciones tienen empleos muy variados mediante accesorios basculantes y fácilmente recambiables que las hacen aptas para toda clase de trabajos con arranques de viruta.
• FRESADORA COPIADORA.
Las máquinas fresadoras copiadoras cuyos procesos de trabajo pueden mandarse a mano o de modo totalmente automático, permiten la fabricación de piezas con formas irregulares, de herramientas para trefiladoras y para prensas y estampas siguiendo una plantilla, un modelo o un prototipo. El movimiento de un punzón que va palpando el modelo se transmite al husillo portafresa por medios mecánicos, hidráulicos o electrohidráulicos con refuerzo electrónico. En algunas máquinas los movimientos del palpador pueden seguirse sobre una pantalla.
• FRESADORA CNC.
Las fresadoras concontrol numérico por computadora(CNC) permiten laautomatizaciónprogramablede la producción. Se diseñaron para adaptar las variaciones en la configuración de productos. Su principal aplicación se centra en volúmenes de producción medios de piezas sencillas y en volúmenes de producción medios y bajos de piezas complejas, permitiendo realizar mecanizados de precisión con la facilidad que representa cambiar de un modelo de pieza a otra mediante la inserción del programa correspondiente y de las nuevas herramientas que se tengan que utilizar así como el sistema de sujeción de las piezas. El equipo de control numérico se controla mediante unprogramaque utiliza números, letras y otros símbolos, por ejemplo, los llamados códigosG(movimientos y ciclos fijos) yM(funciones auxiliares). Estos números, letras y símbolos, los cuales llegan a incluir&,%,$y"(comillas), están codificados en un formato apropiado para definir un programa de instrucciones para desarrollar una tarea concreta. Cuando la tarea en cuestión varía se cambia el programa de instrucciones. En las grandes producciones en serie, el control numérico resulta útil para la robotización de la alimentación y retirada de las piezas mecanizadas.
Las fresadoras universales modernas cuentan convisualizadoreselectrónicos donde se muestran las posiciones de las herramientas, según unsistema de coordenadas, y así se facilita mejor la lectura decotasen sus desplazamientos. Asimismo, a muchas fresadoras se les incorpora un sistema decontrol numérico por computadora(CNC) que permite automatizar su trabajo. Además, lasfresadoras copiadorasincorporan un mecanismo de copiado para diferentes perfiles de mecanizado.
Fresadoras especiales
Además de las fresadoras tradicionales, existen otras fresadoras con características especiales que pueden clasificarse en determinados grupos. Sin embargo, las formas constructivas de estas máquinas varían sustancialmente de unas a otras dentro de cada grupo, debido a las necesidades de cadaproceso de fabricación.
Partes de la fresadora vertical
FRESADORAS VERTICALES: Así se llaman las fresadoras cuyo eje porta fresas es vertical. En general son mono-poleas y tiene la mesa con movimiento automático en sentido vertical, longitudinal y transversal.
En la fresadora vertical el husillo porta -fresa está apoyado verticalmente en una cabezal porta-fresa generalmente giratorio. La fresadora vertical se aplica generalmente para trabajos de fresados frontales.
Andas buscando trabajo???
aquí encontraras las ligas de todas las paginas y localizadores en Guadalajara y todo México
Dentro de las maquinas y herramientas existen operaciones muy interesantes, aquí les muestro algunas, con las cuales se desprenden oficios como paileria, herrero, tornero…
Maquinado tradicional, proceso de cambio de forma
Proceso mediante el cual se remueve metal para dar forma o acabado a una pieza. Se utilizan métodos tradicionales como el torneado, el taladrado, el corte, y el amolado, o métodos menos tradicionales que usan como agentes la electricidad o el ultrasonido.
Taladro
La máquina perforadora o taladros de prensa son esenciales en cualquier taller metal-mecánico. Un taladro consta de un eje (que hace girar la broca y puede avanzar hacia la pieza de trabajo, ya sea automática o manualmente) y una mesa de trabajo (que sostiene rígidamente la pieza de trabajo en posición cuando se hace la perforación). Un taladro se utiliza principalmente para hace perforaciones en metales; sin embargo, también pueden llevarse a cabo operaciones como roscado, rimado, contrataladro, abocardado, mandrinado y refrentado.
Taladrado
Puede definirse como la operación de producir una perforación cuando se elimina metal de una masa sólida utilizando una herramienta de corte llamada broca espiral o helicoidal.
Avellanado
Es la operación de producir un ensanchamiento en forma de uso o cono en el extremo de una operación.
Rimado
Es la operación de dimensionar y producir una perforación redonda y lisa a partir de una perforación taladrada o mandrinada previamente, utilizando una herramienta de corte con varios bordes de corte.
Mandrinado o torneado interior
Es la operación de emparejar y ensanchar una perforación por medio de una herramienta de corte de un solo filo, generalmente sostenida por una barra de mandrinado.
El careado para tuercas o refrentado.
Es la operación de alisar y escuadrar la superficie alrededor de una peroración para proporcionar asentamiento para un tornillo de cabeza o una tuerca.
Roscado
Es la operación de cortar roscas internas en una perforación, con una herramienta de corte llamada machuelo. Se utilizan machuelos especiales de maquina o pistola, junto con aditamentos de roscado, cuando esta operación se realiza mecánicamente con una máquina.
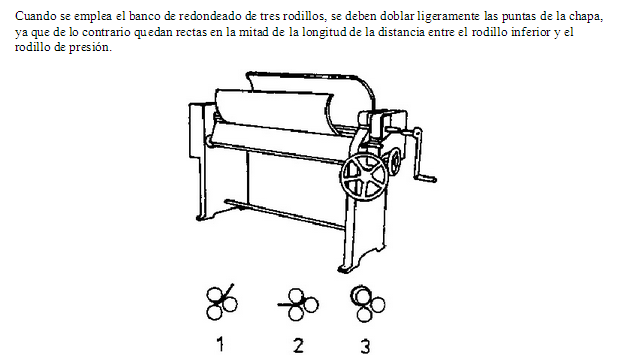
Doblado de lámina
Tornillo de banco
Roladora de lámina
Puntedora mecanica
Las punteadoras mecánicas son máquinas soldadoras de brazo móvil operadas por pedal. La estructura del chasis de estas punteadoras mecánicas está probada para muchos años de servicio proporcionando puntos de soldadura de alta calidad.
Soldadora eléctrica
Soldadura es la unión de piezas metálicas, con o sin material de aporte, utilizando cualquiera de los siguientes procedimientos generales:
a) Aplicando presión exclusivamente. b) Calentando los materiales a una temperatura determinada, con o sin aplicación de presión.
Se denomina "material base" a las piezas por unir y "material de aporte" al material con que se suelda.
los métodos mas utilizados:
- Soldadura blanda - Soldadura fuerte - Soldadura por forja - Soldadura con gas - Soldadura con resistencia - Soldadura por inducción - Soldadura aluminotérmica - Soldadura por vaciado - Soldadura por arco eléctrico
La soldadura manual por arco eléctrico con electrodo revestido es la forma más común de soldadura. Se suele utilizar la denominación abreviada SMAW (del inglés Shielded metal arc welding) o MMA (manual metal arc welding).
Mediante una corriente eléctrica (ya sea corriente alterna o corriente continua) se forma un arco eléctrico entre el metal a soldar y el electrodo utilizado, produciendo la fusión de este y su depósito sobre la unión soldada. Los electrodos suelen ser de acero suave, y están recubiertos con un material fundente que crea una atmósfera protectora que evita la oxidación del metal fundido y favorece la operación de soldeo. El electrodo recubierto utilizado en la soldadura por arco fue inventado por Oscar Kjellberg.
Soldadora mig
Bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y unas piezas a unir, quedando este protegido de la atmosfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).
Es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
Soldadora tig
Se caracteriza por el empleo de un electrodo permanente detungsteno, aleado a veces contorioozirconioen porcentajes no superiores a un 2%.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a lacorrosiónque en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxígeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar
Esmeril
Es una maquina de operación manual cuya función principal es en la manufactura, impulsada para cortar, pulir metales, y para componer una soldadura mal proporcionada al quedar un poco de pasta para soldar en exceso en la estructura, para que por medio del esmeril quede mas lisa la estructura y se vea mucho mejor, también se utiliza para afilar las herramientas de un taller, aunque función objetivo es el acabado de metales. También se le conoce al esmeril como muela y están compuestos de granos abrasivos y de un material de goma que los mantiene unidos. Es una piedra montada en un motor, normalmente sujetada a un banco de trabajo
Cizalla
El corte del metal implica su sostenimiento a unesfuerzo de corte, superior a su resistencia límite, entre filos cortantes adyacentes .Conforme el punzón desciende sobre el metal, la presión produce una deformación plástica .El metal se somete a un esfuerzo muy alto entre los filos de la matriz y el punzón, y las fracturas se inician en ambos lados de la lámina a medida que continúa la deformación. Cuando se alcanza el límite de resistencia del material la fractura progresa; si el juego es correcto, y ambos filos tienen el mismo aguzado, las fracturas se encuentran en el centro de la lámina. el valor del juego, que desempeña un papel importante en el diseño de matrices depende de la dureza del material. Para el acero deberá ser del 5 al 8 % del espesor del material por lado. Si se usa un juego inadecuado, las fracturas no coinciden, y en cambio, deben atravesar todo el espesor de la lámina, consumiendo más potencia.
Se denomina cizalla a unaherramienta manualde corte que se utiliza para cortar papel, plástico y láminas metálicas de poco espesor. Es por tanto una herramienta muy usada en las imprentas y talleres mecánicos de chapistería. Cuando el grosor de la chapa a cortar es muy grueso se utilizan cizallas muy potentes que son activadas por un motor eléctrico.
Cizalla eléctrica
La cizalla funciona en forma similar a una tijera. Los filos de ambas cuchillas de la cizalla se enfrentan presionando sobre la superficie a cortar hasta que vencen la resistencia de la superficie a la tracción rompiéndola y separándola en dos. El borde cortado por cizallamiento se presenta irregular.
La presión necesaria para realizar el corte se obtiene ejerciendo palanca entre un brazo fijo que se coloca en la parte inferior y otro que es el encargado de subir y bajar ejerciendo la presión. En las cizallas manuales este movimiento de ascenso y descenso se realiza por un operario, aunque también existen las cizallas automatizadas.
Dobladora de lámina
Las dobladoras son una herramienta ideal para hacer pliegues a las láminas de acero. La dobladora está construida en sólida placa de acero resistente al trabajo pesado, el cuerpo superior se puede ajustar para diferentes tipos de doblez y calibres de lámina. Además, estas máquinas son de fácil operación y requieren muy poco mantenimiento.
Se usan para doblar, formar, rebordear, repujar, desbarbar y punzonar lámina metálica de bajo calibre. Tales prensas pueden tener espacio para lámina de 6 m de ancho y 16 mm de espesor.
La capacidad de presión requerida de una prensa dobladora para un material dado, se determina por la longitud de la pieza, el espesor del metal y el radio del doblez. El radio mínimo interior de doblez se limita usualmente a un valor igual al espesor del material. Para las operaciones de doblado, la presión requerida varía en proporción a la resistencia a la tensión del material. Las prensas dobladoras tienen carreras cortas, y están equipadas generalmente con un mecanismo impulsor excéntrico.
Dobladora de lámina de muelas
Una de las dobladoras para lamina mas versátiles que existen, su mordaza principal es seccionada, y permite hacer cajas, charolas, muebles de diferentes tipos, porque tienen la particularidad que sus dados o muelas pueden ser removidas para esa forma ajustar longitudes exactas para su doblez
Sandblast
Sistema de limpieza con material abrasivo lanzado a presión sobre superficies normalmente metálicas, este método de limpieza nos ayuda a eliminar impurezas sobre la superficie como óxidos, grasa, pintura etc. Y así lograr una mejor adherencia de los recubrimientos anticorrosivos a utilizar. Al utilizar el método de Sand Blast como limpieza logramos que en la superficie se genere un perfil de anclaje (rugosidad), esta rugosidad es la que permite dar adherencia al recubrimiento primario a utilizar.
SAND BLASTsignifica "chorro de arena" ó "arenado" y consiste en un sistema de lanzamiento de materiales abrasivos con aire a presión ocasionando cambios sobre cualquier superficie rígida, como por ejemplo: el vidrio, mármol, losa, loseta, azulejo, acrílico, madera, acero al carbón e inoxidable, fierro, cerámica, aluminio, bronce, cobre, concreto, etc.
Cortadora de metal
Para corte de acero con mínima rebabas, por medio de un disco abrasivo (para metal) y de dientes de carburo (para aluminio)
La tronzadora, Cuenta con un botón de uso continuo. Existen dos maneras de operar la tronzadora.
A. Periodo corto de corte. Presione el gatillo para encender la tronzadora y operará mientras no suelte el gatillo.
B. Periodo largo de corte. Presione el gatillo para encender la tronzadora y conecte el botón de uso continuo, presione nuevamente el gatillo para detener la tronzadora.
La soldadura con gas conocida también con el nombre genérico de autógena (su nombre correcto es oxiacetileno, incluye todos los procesos en los cuales la fuente de calor es una flama de gas la unión puede hacerse con o sin metal de aporte (varilla).
Es un gas combustible llamado acetileno, propano o natural (MAPP) que significa metil acetileno propadieno, el oxígeno puede estar en forma de aire comprimido, pero casi siempre se utiliza oxígeno puro. En la soldadura con gas el combustible se debe mezclar con uniformidad con el oxígeno, esto se hace en una cámara mezcladora que es parte del soplete. El soporte sirve para mover, dirigir o guardar la flama. Los gases combustibles y el oxígeno cuando se combinan producen una flama de altas temperaturas.
En este proceso se utiliza un gas llamado acetileno; es un gas carburante cuya mezcla alcanza una temperatura aproximada de 3000°C esta temperatura alcanza a fundir aproximadamente al 98% de los materiales, la alta temperatura producida por la combustión del acetileno con el oxígeno dirigido por un soplete funde la superficie del metal base para formar una forma pastosa, y además se le añade el metal de aporte, para rellenar las separaciones o ranuras a medida que la flama se desplaza a lo largo de la unión. El metal base fundido y el metal de aporte se solidifican para producir la soldadura del trabajo requerido.
Entre los tipos de sopletes que ejecutan con eficiencia y precisión este trabajo, encontramos aquél que efectúa la mezcla entre los gases oxígeno y acetileno, produciendo la llama oxiacetilénica que alcanza temperaturas de hasta 3.100ºC. La soldadura por fusión por llama oxiacetilénica es empleada principalmente en talleres de reparación en general, montajes externos, taller de reparación vehicular y para soldar acero carbono.
Cortadora de plasma
En 1954, científicos descubren que al aumentar el flujo del gas y reducir la abertura de la boquilla utilizada en lasoldadura TIG, se obtiene un chorro deplasma. Este chorro es capaz de cortar metales, lo que dio lugar al proceso decorte por plasma conocido hoy en día. El fundamento delcorte por plasma se basa en elevar la temperatura del material a cortar de una forma muy localizada y por encima de los 30.000 °C, llevando el gas utilizado hasta el cuarto estado de la materia, elplasma, estado en el que los electrones se disocian del átomo y el gas se ioniza (se vuelve conductor).
Hierro colado o fundición.
La principal diferencia entre acero y hierro colado, es que el primero es plástico y forjable, mientras que el segundo no es lo suficientemente plástico para forjarlo a cualquier temperatura.
El hierro colado o fundición, fundamentalmente es una aleación a base de: hierro, silicio y carbono. El contenido de carbono es más elevado que en los aceros que varían desde 2.5 a 4.0%.
Existen dos tipos de hierro colado o fundición: la fundicióny la fundición, cuyo nombre lo recibe por el color característico en la fractura de una pieza colada.
Embutido profundo y prensado
El embutido profundo es una extensión del prensado en la que a un tejo de metal, se le da una tercera dimensión considerable después de fluir a través de un dado. El prensado simple se lleva a cabo presionando un trozo de metal entre un punzón y una matriz, así como al indentar un blanco y dar al producto una medida rígida. Latas para alimentos y botes para bebidas, son los ejemplos más comunes.
Laminado
Este es un proceso en el cual se reduce el espesor del material pasándolo entre un par de rodillos rotatorios. Los rodillos son generalmente cilíndricos y producen productos planos tales como láminas o cintas. También pueden estar ranurados o grabados sobre una superficie a fin de cambiar el perfil, así como estampar patrones en relieve. Este proceso de deformación puede llevarse a cabo, ya sea en caliente o en frío.
Forjado
En el caso más simple, el metal es comprimido entre martillo y un yunque y la forma final se obtiene girando y moviendo la pieza de trabajo entre golpe y golpe. Para producción en masa y el formado de secciones grandes, el martillo es sustituido por un martinete o dado deslizante en un bastidor e impulsado por una potencia mecánica, hidráulica o vapor.
Estirado
Este es esencialmente un proceso para la producción de formas en hojas de metal. Las hojas se estiran sobre hormas conformadas en donde se deforman plásticamente hasta asumir los perfiles requeridos. Es un proceso de trabajo en frío y es generalmente el menos usado de todos los procesos de trabajo.
Un claro ejemplo es la fabricación de cables para la conducción de energíaeléctrica, que son estirados desde un diámetro aproximado de 3/8", hasta calibres delgados como los que tenemos en las instalaciones de casa.
Extrusión
En este proceso un cilindro o trozo de metal es forzado a través de un orificio por medio de un émbolo, por tal efecto, el metal estirado y extruido tiene una sección transversal, igual a la del orificio del dado.
Soplado
El moldeo por soplado es un proceso utilizado para fabricar piezas de plástico huecas gracias a la expansión del material. Esto se consigue por medio de la presión que ejerce el aire en las paredes de la preforma, si se trata de inyección-soplado, o del párison, si hablamos de extrusión-soplado.
Este proceso se compone de varias fases, la primera es la obtención del material a soplar, después viene la fase de soplado que se realiza en el molde que tiene la geometría final, puede haber una fase intermedia entre las dos anteriores para calentar el material si fuera necesario, seguidamente se enfría la pieza y por último se expulsa. Para facilitar el enfriamiento de la pieza los moldes están provistos de un sistema de refrigeración así se incrementa el nivel productivo.
Torneado
Es la máquina herramienta más antigua y por lo tanto la más importante, sin el torno no habría sido posible el gran avance industrial.
En las máquinas de tornear, se forman o trabajan piezas, mediante arranque de viruta. El modo de trabajar en cada paso de torneado, se rige por la forma, tamaño y número de piezas que han de elaborarse, así como por la calidad superficial exigida en las mismas.
Fresado
El fresado consiste en maquinar circularmente todas las superficies de formas variadas; planas, convexas, cóncavas, etc. Este trabajo se efectúa con la ayuda de herramientas especiales llamadas fresas.
Las fresas pueden considerarse como herramientas de cortes múltiples que tienen sus ángulos particulares.
La combinación de dos movimientos: giro de la fresa y avance de la mesa de la velocidad de corte.
Las máquinas para fresar reciben el nombre de fresadoras, en las cuales también pueden efectuarse trabajos de división, tallado de engranes, cuñeros y en general todo tipo de fresado.
Andas buscando trabajo???
aquí encontraras las ligas de todas las paginas y localizadores en Guadalajara y todo México




 Torno control numérico (CNC)
Torno control numérico (CNC)